What are the influences between the cutting process of the laser cutting machine and the auxiliary assist air pressure?
Laser cutting is the use of a focused high-power density laser beam to irradiate the workpiece to quickly melt, vaporize, ablate or reach the ignition point of the irradiated material. At the same time, the molten material is blown away by the high-speed airflow coaxial with the beam to realize the cutting of the workpiece. Laser cutting is one of the thermal cutting methods. Laser cutting can be divided into four categories: laser vaporization cutting, laser melting cutting, laser oxygen cutting and laser scribing and controlled fracture.
Laser cutting machine is a technological revolution in sheet metal processing, and it is the "processing center" in sheet metal processing. The laser cutting machine has high flexibility, fast cutting speed, high production efficiency, and short product production cycle. It has won a wide range of customers.
So, what are the influencing factors between the cutting process of the laser cutting machine and the air pressure?
Analysis of the influencing factors between the cutting process of the laser cutting machine and the air pressure:
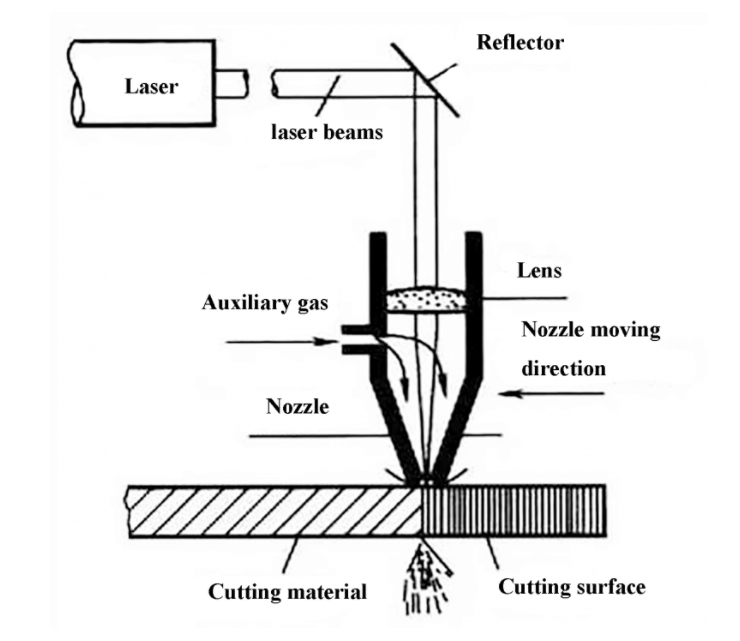
During the cutting process of the laser cutting machine, the beam is focused by the lens of the cutting head into a small focal point, so that the focal point can reach a high power density, and the cutting head is fixed on the z-axis. At this time, the heat input by the beam far exceeds the part of the heat reflected, conducted or diffused by the material, and the material is quickly heated to the melting and vaporization temperature. At the same time, a high-speed airflow will melt from the coaxial or non-coaxial side. And the vaporized material is blown out to form holes for cutting the material. With the relative movement of the focus and the material, the hole forms a continuous slit with a very narrow width to complete the cutting of the material.
In the process of laser cutting machine, auxiliary gas is indispensable. The auxiliary gas has enough pressure to completely remove the waste generated by laser cutting. Generally, when cutting thicker workpieces, the air pressure should be reduced a little, and it will stick to the workpiece. The residue will damage the cutting edge. Increasing the gas pressure can increase the laser cutting speed, but after reaching a larger value, continuing to increase the gas pressure will cause the cutting speed to drop.
Under high auxiliary gas pressure, the reason for the decrease in cutting speed can not only be attributed to the enhancement of the cooling effect of the high air velocity and the effect area, but also the interference of the intermittent shock wave existing in the airflow on the cooling of the laser effect area. The uneven pressure and temperature in the airflow will cause changes in the density of the airflow field. Such a density gradient results in a change in the refractive index in the field, thereby constricting the focus of the beam energy, causing refocusing or beam divergence. This interference will affect the melting efficiency, and sometimes may change the mode structure, resulting in a decrease in cutting quality, if the beam diverges too much. If the light spot is too large, it may even cause serious consequences of not being able to cut effectively.
In order to avoid the adverse effects of high-speed airflow on the performance of laser cutting, it is conceivable to change the total pressure distribution in the airflow. Due to this change in the airflow pressure distribution, the melting process occurs in the middle low pressure zone, while the adjacent high pressure zone around it can be improved. To get enough momentum to ensure that the slag is removed more effectively, because the intermittentness of the high-pressure zone will not interfere with the speed of light, and the melting efficiency is also improved.