Fiber laser source is a "weapon" for high-end manufacturing and industrial transformation and upgrading
In recent years, the power of laser source has increased significantly. The output power of continuous fiber laser source has reached 100 KW, pulsed fiber lasers have reached 2 KW, picosecond lasers for industrial applications can reach hundreds of watts, and femtosecond lasers have reached tens of watts. . The industrial applications of various types of laser sources are continuously expanding. At the same time, the price of laser source has dropped significantly, making lasers increasingly a new and acceptable tool in the industry, as a conventional processing method: marking, deep engraving, and cutting are fully mature, laser welding is developing at a high speed, and laser cleaning is showing a very broad market, ultrashort pulse lasers have entered the industrial field. This article separately describes several representative applications.
Laser welding
In the field of material connection, high-power laser welding has developed rapidly, especially in traditional automobile manufacturing and new energy automobile manufacturing, where laser welding has become very mature. In the future, the demand in the aerospace industry, shipbuilding industry, petrochemical industry and other fields will gradually increase to promote the technological upgrading of related industries.
01 Traditional automobile manufacturing
At present, the industry with the largest proportion of laser welding is in the automobile manufacturing industry, and this situation will not change in the next few years, and the market will continue to maintain a huge demand. Laser welding technology includes laser self-fusion welding, laser filler wire welding, laser filler wire brazing, remote scanning welding, laser swing welding, etc. Through these laser welding technologies, the accuracy, rigidity and integration of the car body can be improved, and the light weight, energy saving, environmental protection and safety of the vehicle can be realized. Modern automobile manufacturing usually adopts automated production lines. No matter which link has a shutdown accident, it will cause major losses. This also puts forward extremely high requirements for the stability and reliability of equipment in each production link.
As the core unit of laser welding equipment, lasers need to have high output power, high stability, multi-channel, anti-high-reflection or anti-high-reflection capabilities, etc. Raycus Laser has done a lot of work in this area and produced stable and reliable welding equipment.

02 New Energy Automobile Manufacturing
The new energy automobile industry is developing rapidly, with steady growth in global and domestic sales, and the demand for its core components such as power batteries and drive motors is also increasing day by day.
Both the manufacture of power batteries and drive motors have a large demand for laser welding. The main materials of power batteries such as prismatic batteries, cylindrical batteries, soft-pack batteries, and blade batteries are aluminum alloy and copper, and Hair-Pin motors are the future development trend of driving motors. The windings and bridges of this motor are all copper material. Welding of these two "high-reflection materials" has always been a problem. Even with laser welding, there are still pain points like weld formation, welding efficiency, and welding spatter.
In order to solve these problems, people have conducted a lot of research, including the exploration of the welding process, the design of the welding head, etc. By adjusting the welding process and choosing different focus spots, the weld formation can be improved, which can be improved to a certain extent. Welding efficiency: By designing a variety of unique welding heads, such as swing welding heads, dual-wavelength laser hybrid welding heads, etc., welding seam formation and welding spatter can be greatly improved, and welding efficiency can be improved to a greater extent. However, with the rapid increase in demand, welding efficiency still cannot meet the requirements. The major laser source companies have introduced beam tunable lasers through technological upgrades to lasers. This laser has two coaxial laser beam output, the energy ratio of the two can be adjusted arbitrarily, and it can obtain efficient and spatter-free welding effect when welding aluminum alloy and copper, which fully meets the current needs of the new energy automobile industry. It will be the mainstream laser in the industry in the next few years.
03 Welding field of medium and heavy plates
Medium and heavy plate welding is a major breakthrough in laser welding in the future. In aerospace, petrochemical, shipbuilding, nuclear power equipment, rail transit and other industries, there is a huge demand for medium and thick plate welding, which was limited by the power of lasers in the past few years,the promotion of laser welding applications in these industries is very slow. In the past two years, the demand for industrial upgrades and manufacturing upgrades in China's industry has become more and more urgent. The improvement of quality and efficiency is the common demand of all walks of life. Laser-arc hybrid welding is considered to be one of the most promising technologies for welding of medium and heavy plates.

Laser-arc hybrid welding has higher welding speed, greater penetration thickness, less heat input, and better weld quality. After the efforts of many researchers and related practitioners, laser-arc hybrid welding technology is becoming more and more perfect, and has entered engineering applications in the fields of automobile manufacturing, shipbuilding, aerospace equipment manufacturing, petrochemical pipelines, and rail transit. At the same time, the domestic ultra-high power 20 KW laser source has been mature and applied to laser cutting. With the continuous improvement of the localization of lasers and the sharp drop in prices, laser welding has the necessary basic conditions for the field of medium and thick plate welding, and it will inevitably become a flashpoint in the future.
Laser cleaning
Laser cleaning is an emerging green cleaning technology developed based on the interaction between laser and matter. It has the advantages of environmental protection, no pollution, high efficiency, wide application range and high degree of integration. In a global environment where the concept of "carbon neutrality" is advocated, laser cleaning will gradually replace traditional cleaning methods.
According to the type of laser source used in laser cleaning, laser cleaning can be divided into pulsed laser cleaning, continuous laser cleaning and continuous-pulse composite cleaning. At present, the most widely researched and applied is pulsed laser cleaning, but due to power limitations, the cleaning efficiency is not enough for some large-size workpieces and large coating thicknesses. At the same time, the power of CW lasers commonly used in the industry has reached 30 KW, so Raycus Laser has tried to use high-power CW lasers for laser cleaning, and has developed cleaning technology and equipment.
Studies have shown that continuous laser cleaning can effectively clean the paint layer and metal rust layer on the metal surface. Compared with pulsed laser cleaning, the cleaning efficiency is greatly improved. However, as the laser power increases, the cleaning process is accompanied by greater thermal impact. Serious oxidation will occur on the surface of the metal substrate. Because the speed of the galvanometer has been adjusted to the maximum, if continuing to increase the cleaning speed, laser streaks and cleaning residues will appear.
At present, the speed of high-power galvanometers with mature technology at home and abroad will not exceed 10000 mm/s. This is an important factor restricting the development of high-power continuous laser cleaning, and it is also a problem that needs to be solved in the future iteration of supporting equipment technology. In short, high-power continuous laser cleaning is a very promising laser technology, especially in the fields of automobile production, high-speed rail wheelset maintenance, ship construction, marine equipment and other fields.
Ultrashort pulse laser technology and application
In industry, lasers with pulse widths less than 1 ns are generally called ultrashort pulse lasers. Because of the short pulse, high peak power, and short time on the material, the thermal effect during processing is very small, so it is called "cold working". Based on this characteristic, ultrashort pulse lasers have obvious advantages in processing hard and brittle materials, ultra-thin materials and flexible materials.
01 Ultrashort pulse laser cutting transparent materials
The application technology of ultrashort pulse laser source in cutting glass, sapphire and other transparent materials is very mature, and the application market is also expanding rapidly. Adjust the laser to a Bessel beam so that its focal depth is greater than the thickness of the material, and a modified area will be produced at the position processed by the laser. Then under the action of external stress, the material cracks along the processing track, and the cutting is completed. The ultra-short pulse laser cutting glass has no cracks on the surface, the chipping is controlled within 10 μm, and the cross section is uniform. The existing mature markets are mainly concentrated in the fields of sapphire substrate cutting in the semiconductor industry, 3C consumer electronics glass cover and display panel cutting and other fields. With the improvement of thick glass cutting ability, ultra-short pulse laser cutting of automotive glass and architectural glass is gradually achieving traditional glass cutting.
02 Ultrashort pulse laser welding transparent materials
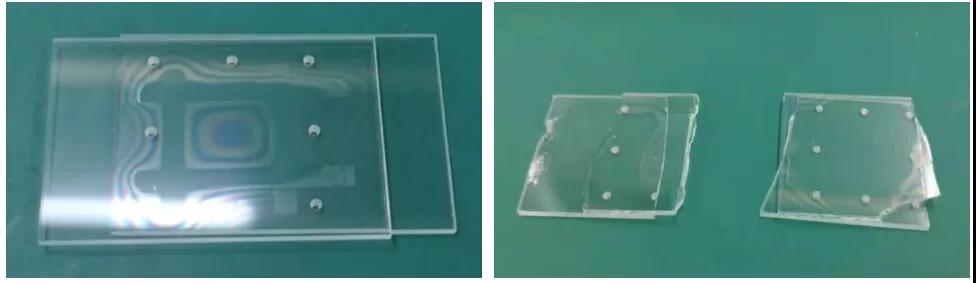
The ability of ultrashort pulse laser source to process hard and brittle materials is not only embodied in cutting or perforating, but also in the welding of transparent hard and brittle materials. Figure 9 shows a sample display of ultrashort pulse laser welding glass. The picture on the left is the appearance of the welding, and the picture on the right is the welding sample after the strength test; the left picture of Fig. 10 is the weld under the microscope, and the right picture is the cross section of the weld observed under the microscope. It can be seen that the ultra-short pulse laser welding transparent hard and brittle materials does not require intermediate solder and will not bring other stress to the material. The welding strength is high and the sealing is good. It is used in the packaging of microwave electronic components and biomedical chips. The application has great potential.

03 Ultrashort pulse laser processing flexible film materials
The use of ultrashort pulse laser source to process PI cover films on flexible circuit boards is one of the mature ultrashort pulse laser application markets. Ultra-short pulse laser processing PI cover film, with high cutting precision and no deformation of materials, can greatly improve product quality and reduce production costs. For flexible film materials with multilayer composite structures, the advantages of ultrashort pulse laser processing are still obvious. As shown in Figure 11, its thermal effect is small, the cutting interface is clear, and it is not easy to produce short-circuit and other defects. With the promotion of folding screens and the development of wearable display technology, the demand for ultrashort pulse laser processing of flexible film materials will also increase significantly.

04 Application of spatial light modulator in ultrashort pulse laser
Although ultrashort pulse laser source have high processing accuracy and good quality, the power of ultrashort pulse lasers is not high at present, and the processing efficiency is low in some applications. With the development of ultrashort pulse laser technology and the increase of ultrashort pulse laser power, parallel processing technology has received extensive attention. Parallel processing means that one beam of light is divided into multiple beams of light to be processed at the same time. There are many technical routes to realize parallel processing, and the most used one is the technology of using diffractive optical elements or spatial light modulators. The left picture of Fig. 12 is a schematic diagram of a laser processing system using a spatial light modulator, and the right picture is a schematic diagram of a Daman grating principle [5]. Figure 13 is a two-dimensional code formed by ultrashort pulse laser parallel processing without galvanometer scanning. Parallel technology has doubled the processing efficiency of ultrashort pulse lasers, and is expected to push ultrashort pulse laser processing technology to more application areas.
Look to the future
Laser technology has broad application prospects, especially the application of laser processing technology in the industrial field, which is helpful to the upgrade of the industrial chain and the development of intelligent manufacturing. In this process, there are several directions worthy of attention:
(1) The comprehensive localization of lasers and upstream devices. Domestic laser manufacturers, led by Raycus Laser, are achieving this goal;
(2) Research and development of high-end laser products;
(3) The promotion of laser application technology and the popularization of laser processing in the industrial field;
(4) Localization of supporting products, including processing heads, numerical control systems, robots, etc.